PräBieD
Präzisionsbiegen von Dünnglas
Fördergeber

Forschungsschwerpunkt
Sustainable Production, Energy Technologies and Smart MaterialsLaufzeit
01.08.2016 - 31.07.2019
Ziele
In der Hochenergie-Astrophysik spielen Röntgenteleskope als primäre Informationsquelle eine Schlüsselrolle. Das Gewicht der auf Satelliten stationierten Teleskopspiegel verursacht beim Raketenstart erhebliche Kosten und begrenzt gleichermaßen deren Erfassungstiefe. Leichtgewichtige und dabei trotzdem formgenaue Materialalternativen zu den bisher verwendeten konventionellen Teleskopspiegeln und deren Prozessketten wurden deshalb entwickelt.
Beschreibung
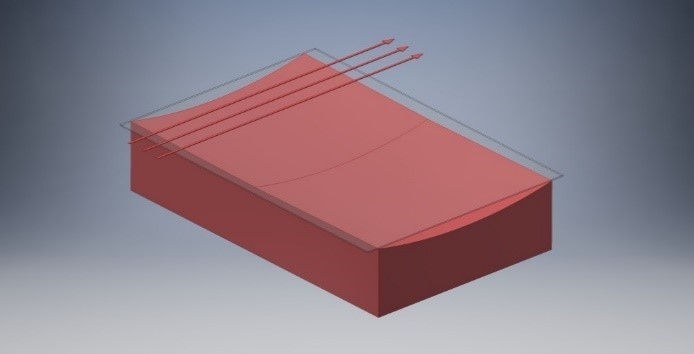
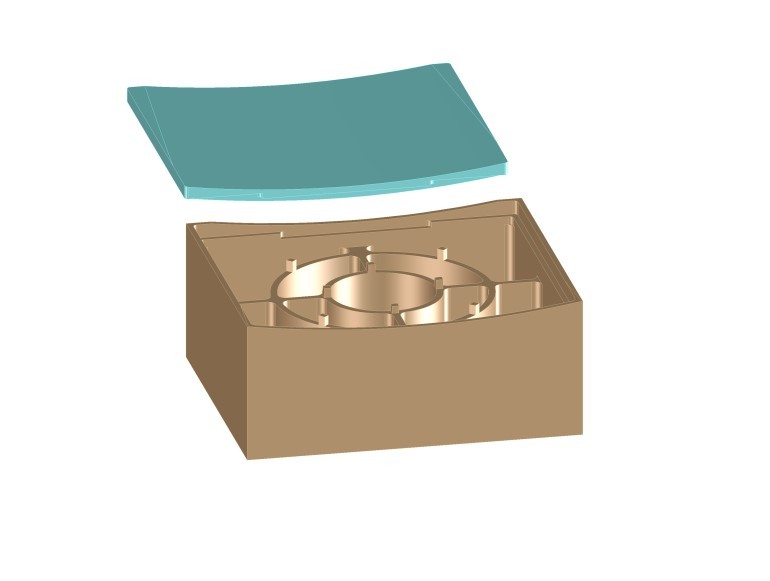
Dieses Projektes zielte ab auf die Entwicklung einer Prozesskette zum Einsatz von äußerst präzise gebogenem Dünnglas mit einer Dicke von 400nm. Glas zeichnet sich durch eine Vielzahl materialspezifische Vorzüge aus. Aufgrund des niedrigen Flächengewichtes von Dünnglas wurde ein vakuumunterstützter Senkbiegeprozess installiert. Damit sich ver-bleibende Lufteinschlüsse zwischen Biegeform und Dünnglas restlos absaugen lassen, wurde eine Biegeform aus mikroporösem keramischen Material entwickelt. Zugleich bestand die Anforderung an eine äußerste Form- und Temperaturstabilität der Biegeform. Ausgangspunkt dafür bildete die Faserverbundkeramik HB-Cesic® von ECM. Dieses Material wurde auf Basis des bereits etablierten völlig gasdichten Materials weiteentwickelt zu einer mikroporösen Keramik mit gleichmäßiger Offenporigkeit. Der Porendurchmesser beträgt 40±10µm und der damit erreichte spezifische Leitwerte beträgt mehr als 1,8m³/h/m². Um die Saugleistung im Senkbiegeprozess auch flächenhomogen zu gewährleisten, wurde für die Biegeform ein Kombidesign entwickelt und hergestellt. Diese Biegeform besteht aus einem gasdichtem Stützrahmen zur Versteifung und der porösen, formgebenden Kontaktfläche zum Biegen des Dünnglases. Zur Bearbeitung dieser offenporigen, sprödharten Keramik wurde ein neues Verfahren entwickelt, mit dem es erstmalig möglich war, dieses Material ohne Werkzeugverschleiß für die durchgehende Oberflächenbearbeitung der Biegeform in einem Schritt ohne Unterbrechung zu fräsen. Mit den entwickelten Prozess-parametern und den speziellen Dickschicht-Diamant-Fräsern wurden Mikrorauheiten von Ra=0.02µm erzielt. In einem nächsten Schritt erfolgte das Feintuning ausgewählter Koordinaten bei Stoba mit einem Femtosekunden-Laser. Diese Ablation sichert darüber hinaus den Erhalt der Offenporigkeit an der Oberfläche der Keramik und verhindert die mögliche Kontamination des zu biegenden Dünnglases mit verschlepptem Materialabrieb. Die gesamte Prozesskette der Bearbeitung der Biegeform wird überspannt von dem durchgängigen Einsatz von Nullpunktspannsystemen, die einen exakten Übertrag der Koordinaten-systeme bzw. -versätze gewährleisten. Das Maß der Formabweichung zum CAD-Modell wird auf einem Koordinatenmessgerät Video Check 400 HA von Werth ermittelt und anschließend auf einem Konturmessplatz Surfcom Nex 100 von Zeiss validiert. Letzterer wurde am TAZ Spiegelau für dieses Projekt um eine dritte Achse erweitert.
Mitglieder
Leitung
Mitarbeiter
Partner
- Schneidwerkzeuge Schleiftechnik Moser



Bilder